Труба ВГП водогазопроводная: наружный диаметр, вес, ГОСТ стальных черных и оцинкованных изделий
Опубликовано: 03.09.2018
 Стальная труба ВГП (водогазопроводная) используется при обустройстве безнапорных и напорных водопроводов и газопроводов высокого и среднего давления. Причем в подобных системах ВГП трубы работают и на сложных надземных участках, и в более щадящих подземных условиях, и даже внутри помещений. Впрочем, в траншейных трубопроводах и внутренних водоводах стальные ВГП трубы уже практически не используются. Из этого сегмента их вытеснили полимерные коммуникации, демонстрирующие лучшую устойчивость к коррозийным нагрузкам.
Стальная труба ВГП (водогазопроводная) используется при обустройстве безнапорных и напорных водопроводов и газопроводов высокого и среднего давления. Причем в подобных системах ВГП трубы работают и на сложных надземных участках, и в более щадящих подземных условиях, и даже внутри помещений. Впрочем, в траншейных трубопроводах и внутренних водоводах стальные ВГП трубы уже практически не используются. Из этого сегмента их вытеснили полимерные коммуникации, демонстрирующие лучшую устойчивость к коррозийным нагрузкам.
Однако на открытой поверхности альтернативы ВГП трубам попросту не существует. И лучшим доказательством подобного утверждения является перечень характеристик подобных изделий.
↑Трубы водогазопроводные относятся к достаточно жестким изделиям. Такое изделие способно противостоять внешней нагрузке не хуже цельнометаллического прутка такого же диаметра.
Допустимый предел внутреннего давления ВГП трубы равен 25-30 атмосферам (24-31 МПа). А предельное давление для ВГП изделий равно 50 атмосферам!
Кроме того, основной документ, регламентирующий характеристики ВГП трубы – ГОСТ 3262-75 – утверждает, что такое изделие выдержит довольно значительную нагрузку «на раздачу», приводящую к увеличению диаметра трубы на 4-7 процентов от первоначального размера. При этом стенки изделия не получат никаких повреждений.
То есть, водогазопроводные трубы способны выдержать не только сильный гидравлический удар, но и температурную деформацию, связанную с промерзанием транспортируемой жидкости. 
Ну, а риску коррозии успешно противостоят оцинкованные стальные ВГП трубы, которые покрыты слоем цинка толщиной не менее 30 мкм. И хотя этот защитный слой увеличивает вес трубы на 3-5 процентов, срок службы подобного изделия увеличивается практически на порядок. Вышеописанные характеристики труб ВГП типа характерны для всего сортамента водогазопроводных труб.
↑Весь ассортимент продукции заводов, выпускающих ВГП трубы – черные и оцинкованные – можно отсортировать по трем параметрам, а именно:
по длине готового изделия по наружному диаметру по толщине стенкиПо длине изделия этот тип продукции трубных заводов делится на четырех метровые и 12-метровые изделия. Проще говоря, все водогазопроводные трубы выпускаются в виде мерных отрезков длиной либо 4, либо 12 метров. Хотя отраслевые стандарты допускают и иные размеры трубы ВГП типа (изделия немерной длинны). По наружному диаметру сортамент делится на 17 типоразмеров. Наружный диаметр труб ВГП типа, в данном случае, колеблется между 10 и 165 миллиметрами.
Последний критерий сортировки проката дает возможность классифицировать изделия трубных заводов по толщине стенки трубы. И это далеко не второстепенный параметр, ведь от него зависят внутренние диаметры ВГП труб, которые влияют и на прочность, и на пропускную способность, и на жесткость подобных изделий.
Согласно этому критерию ВГП трубы разделяются на:
Легкие (с толщиной стенки от 1,8 мм до 4 мм) Ординарные (с толщиной стенки от 2 мм до 4,5 мм) Усиленные (с толщиной стенки от 2,5 мм до 5,5 мм).Кроме того, толщина стенок влияет и на такой критерий, как вес одного погонного метра трубы. Впрочем, вес трубы ВГП – стальной или оцинкованной – не важно, определяется еще и габаритами ее сечения (внешним диаметром). Максимальный вес одного погонного метра водогазопроводной трубы равен 21,63 килограмма (при толщине стенки в 5,5 миллиметра и диаметре в 165 мм). Минимальный вес погонного метра трубы равен 370 граммам (при толщине стенки в 1,8 мм и диаметре в 10 мм).
Оцинкованные трубы ВГП типа весят больше стальных на 3-5 процентов. Разница в массе объясняется весом 30-микронного, антикоррозийного покрытия. Причем все вышеуказанные характеристики очень стабильны. Ведь весь сортамент, описанный выше, изготавливается по одним и тем же технологиям.
↑ Для производства водогазопроводных изделий используют всего три технологии:
Для производства водогазопроводных изделий используют всего три технологии:
Причем самая перспективная технология из всех вышеописанных – это сварное производство. Этот вариант основан на формовке круглой трубы из стального штрипса (прокатного листа нужного размера). Причем стыковочный шов такой заготовки заваривается в инертной среде на специальном аппарате.
На финальном этапе сварные трубы ВГП — стальные (черные) и оцинкованные – подвергаются обязательной рентгеноскопии стыковочного шва и калибровке диаметра на вальцах особого прокатного стана.
С помощью сварной технологии изготавливают две группы точности ВГП коммуникаций обычную, состоящую из изделий, предназначенных для бытового применения и повышенную, состоящую из изделий, которые пойдут на промышленные коммуникации.
Изделия обычной группы точности контролируют, исходя из соответствия продукции нормированным габаритам, и проверяют на предел прочности. Ведь такие изделия будут работать в системах с максимальным давлением в 15-20 атмосфер.
Трубы из группы повышенной точности проверяют на соответствие нормированным габаритам, химическому составу стали и заявленной прочности и жесткости. Такие изделия затребованы в промышленных водоводах и газопроводах. Они выдерживают внутреннее давление в 40-50 атмосфер.
↑Сборка трубопровода из ВГП труб выполняется с помощью монтажа на резьбовой фитинг или сварного монтажа.
Первая технология – монтаж на резьбовой фитинг – предполагает, что в процессе строительства трубопровода будут использоваться трубы с заранее накатанной резьбой на торцах. Монтаж труб на резьбу предполагает следующий порядок действий.
Монтаж ВГП труб на резьбовой фитинг
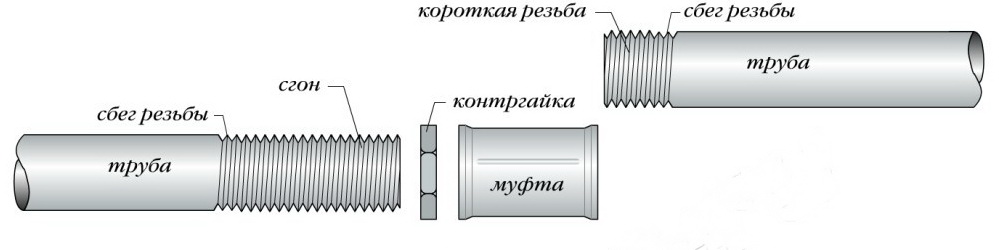
На резьбовой сгон накручивается контргайка. Резьбовой сгон смазывается герметиком или обворачивается паклей, пропитанной силиконом. Для газопроводов можно использовать паклю пропитанную солидолом.
Если вам не по душе откровенно «дедовские» методы – используйте полимерную ленту микронной толщины.
Резьбовой сгон вкручивается в фитинг, на торце которого нарезана внутренняя резьба. Резьбовое соединение трубы и фитинга фиксируется контргайкой, которую закручивают до плотного контакта с торцом фитинга. Место соприкосновения контргайки и фитинга обрабатывают герметиком. Впрочем, возможно и альтернативное решение – герметик наносится на торец контргайки еще до контакта с фитингом.
Сварной монтаж предполагает использование труб с гладкими торцами (без резьбы). Эта технология рассчитана на опытных сварщиков (котельщиков), способных выполнить не только аккуратный, но и абсолютно герметичный шов. Без должного опыта сварной монтаж реализовать нельзя. И за такую работу возьмется далеко не каждый сварщик.
Упрощенно сварной монтаж выполняется следующим образом. Торцы стыкуемых труб располагают на ровной поверхности, прижимая друг к другу. В области стыка делается прихват – точечное сварное соединение. Аналогичную «точку» нужно поставить с противоположной стороны стыка.
Прихваченные трубы выравнивают по горизонтали. Для этого их нужно просто покатать по ровной поверхности. После калибровки положения труб стыковочный узел заваривается постоянным швом, опоясывающим место стыка по окружности.
Сложность сварного метода заключается в последнем пункте описанного процесса. Герметичный, круговой шов наложит не каждый сварщик.